您现在的位置是:首页 > IT基础架构 > 软件与服务 >
TOC和BPI在生产流程改造中的应用
2009-10-26 18:13:00作者:陈士昂 常香云 来源:
摘要通过对约束理论和日PI思想的介绍,探讨了在生产流程改造中,综合运用BPI的若干问题 ,并通过一个汽车外饰件企业对生产流程改进的案例,具体讨论了其应用的可能性和有效性。...
0 前言
随着全球化竞争的日益加剧,顾客需求的多样性和个性化,越来越多的制造企业意识到,要想获得长期的发展,取得竞争优势,不仅要降低生产成本,更重要的是还要为顾客提供及时、准确、具有个性化的产品和服务。传统的适合大规模制造的生产流程已经不符合现在日益的增多的小批量、多品种的生产组织模式。面对竞争日益激烈的市场,加强对传统生产流程的改造、缩短生产周期,对于提高企业信誉、扩大市场份额、降低成本、增加经济效益,从而增强企业竞争力,具有极其重要的意义。而且与国外发达国家相比,我国劳动力成本低的优势正被生产周期长、生产效率低的劣势渐渐抵消,这严重影响了我国在国际制造市场的竞争能力。因此,要早日实现世界第一制造大国的目标,就必然要求我国的制造企业引进和采用新的、现代化的管理思想、模式和方法,改变现有的生产流程和组织方式,以逐步缩小与发达国家间的差距。基于此,本文结合企业进行流程改造的实例探讨了约束理论(theory of constraints,TOC)和BPI (Business ProcessImproving)的思想在生产流程改造中的应用,为我国的制造企业改革提供一种新的思路和方法。
1 约束理论及其应用
约束理论的思想最早产生于20世纪70年代,由以色列学者Eliyahu MGoldratt教授提出的最优化生产技术(optimized production technology,OPT)发展而来,近年来,在国外得到日益广泛的重视和推广应用,并逐渐发展成熟;通过把注意力集中在瓶颈工序即约束上,试图找出各种条件下生产的内在规律,寻求一种分析经营生产问题的科学逻辑思维方式和解决问题的有效方法。相较于ERP/ MRP和JIT ,TOC/ OPT中的SPLIT模块根据系统中各资源上的负荷与能力比较,将系统中的资源划分为约束资源和非约束资源,再分别制定其生产作业计划。同时,TOC着重关注系统中的约束资源,其目的是更好地控制瓶颈所在的工作中心,保证物流的畅通,进而降低各种物料的库存,缩短工期。
自20世纪80年代以来,约束理论在欧美地区部分企业的应用结果表明,它通过使非瓶颈资源的利用从属于瓶颈资源,保证了瓶颈资源的充分利用,从而实现了较低的库存、较短的生产提前期并同时达到最大的产出率的效果。约束理论的应用主要是基于以下9条基本原则:(1)追求物流的平衡,而不是生产能力的平衡。TOC主张在企业内部追求物流的平衡,就是使各个工序都与瓶颈同步,以求生产周期最短、在制品最少。(2)瓶颈资源决定了非瓶颈资源的利用程度。瓶颈资源制约着系统的有效产出,而非瓶颈资源的充分利用不仅不能提高系统的有效产出,反而会使库存和运作费用增加。(3)资源的“利用”不等于资源的“活力”。“利用”是指资源应该被利用的程度,而“活力”是指资源能够利用的程度。(4)瓶颈资源上的时间损失等于整个系统时间损失。为了使系统的有效产出最大,必须充分利用瓶颈资源,而如果瓶颈资源上发生中断的话,往往就没有附加的生产能力来予以补充。(5)在非瓶颈资源上节省时间往往没有意义。因为非瓶颈资源上除了生产时间(加工时间和调整准备时间)之外,通常还有一定的闲置时间。(6)瓶颈资源决定了系统的有效产出和库存水平。如果瓶颈在企业内部,表明企业生产能力不足,相应的有效产出会受到限制;而如果瓶颈在企业外部,即企业的所有资源都能维持高于市场需求,那么即使企业能够多产,但由于市场承受能力不足,有效产出也不能得以增加。(7)转移批量并不总是等于生产批量。为了使系统的有效产出最大,瓶颈资源上的加工批量必须大。但另一方面,在制品库存不应因此增加,所以转移批量应该小,即意味着非瓶颈资源上的加工批量要小,这样就可以减少库存费用。(8)生产批量的大小是可变的,而不是固定的。同一种产品在瓶颈资源和非瓶颈资源上加工时可以采用不同的加工批量,在不同的工序间转移时可以采用不同的转移批量,其大小根据实际需要动态决定,而不是如同ERP/ MRP II那样,将之作为先验的标准。(9)作业计划的制定要同时考虑所有的约束资源。
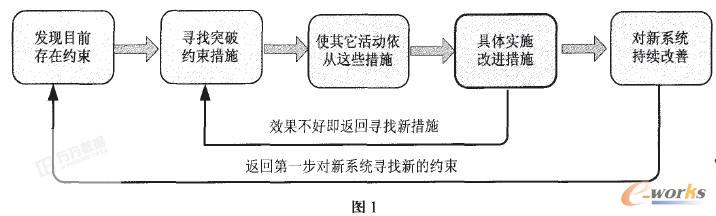
在具体操作上,TOC有一系列持续改善的程序,分为五大步骤(如图1)所示找出系统中存在哪些约束;(2)寻找突破这些约束的措施;(3)使企业的所有其它活动依从于这些措施;(4)具体实施以上的措施,如果没有取得效果,应返回(2)改进措施(5)针对改进后的系统返回到(1)寻找新的约束,对系统进行持续不断的改善。
2 BPR和BPI理论的介绍
1993年美 国著名企业管理大师、原麻省理工学院教授迈克尔·汉默提出业务流程重组BPR(Business Process Reengineering)理论。他认为随着经济全球化市场的形成,顾客的多样性、市场需求的易变性、竞争的多层与综合性,使得企业面临的形式非常严峻,企业为了寻求持续的增长,势必借助新的商业规则,对企业的业务流程进行根本性的再思考和彻底性的再设计,从而获得可以用诸如成本、质量、服务、速度等方面的业绩来衡量的巨大成就。我们可以看到无论是功能内的BPR、功能间的BPR还是企业间的BPR,都强调对企业流程进行根本性、彻底性地再造以取得巨大成就。确实,美国的一些大公司,如IBM、科达、通用汽车、福特汽车、XEROX等等应用BPR思想对企业进行改革之后取得了巨大的成就,巩固了其市场上的竞争优势。但是,对企业进行根本性的变革是有很大风险的,相对于成功的企业,更多的企业在推行BPR的过程中因失败而退出市场。
另一方面,市场是随时变化的,特别是以经济全球化的和知识经济为特征的今天,顾客需求的多变性和个性化更为突出,任何组织如果想一劳永逸地通过一场改革解决所有问题,注定将为市场所淘汰;只有那些可以随时把握市场变化,并持续对之做出相应改进的企业才能获取持续的竞争优势,才能发展壮大。然而,面临着日益严峻的形式,企业又不得不进行改革。在这种形式下,一部分学者在BPR的基础上提出了企业流程改进BPI (BusinessProcess Improving)的思想。虽然来自BPR理论,但是它又与前者有着很大的区别,它并不是试图通过一场巨大的变革而彻底的改变企业现有的流程,而是通过对企业的各个业务流程进行不断的持续改进,从而使得企业的人、财、物、信息等各类资源得到充分、合理的应用,从而提高生产效率、降低成本,更好的满足顾客需求,使企业现有业务流程更好的为企业的战略目标服务,增强企业的核心竞争力。
我国的企业,大多处于一个在市场中挣扎生存的状况,管理水平比较低,组织结构臃肿,缺乏先进的管理理念,企业也没有足够的积累来承受BPR变革的风险,所以较为缓和的BPI思想显然更为适合中国的大多数企业。通过BPI项目的实施,不仅可以获得项目实施的改进,还可以推广先进的管理理念,改革公司的组织结构,培养具有现代企业管理理念的管理队伍。这样,即使需要实施BPR,公司在组织结构和管理人才也做了更好的准备,公司承受风险的能力也更强!当然,为了使得企业的BPI计划更有针对性,可以通过BPR的理论来发现企业的问题,建立企业的远景规划,而后再用有序的BPI对企业进行持续的改进,来达到增强企业竞
争力的目的。
从以上对BPI和TOC理论的介绍可以看出,二者在对业务流程进行持续改进的观点是一致的,都是发现现有问题,然后加以改进,然后继续对新的问题进行再改进。但是,BPI显然更从战术层面关注企业的改进,而TOC理论关注更多的是操作层面。这样可以通过BPI与TOC理论的结合,以BPI为指导,以TOC的理论保证实施,在对生产流程的改进中可以取得很好的效果。下面就结合一企业在生产流程改进的实例中加以探讨。
3 生产流程改进的实例
甲公司是一家生产汽车塑料外饰件的跨国公司的子公司。它的产品范围很广,现在它可生产接近400种型号的零件,而每一类又最多可有13种颜色和20种尺度。不同于其它追求规模经济的企业,它寻找的是小批量的细分市场,所以其获得的更多为小批量订单。它的三分之一的订单来自总公司,而其余的大多来自小批量的订单。
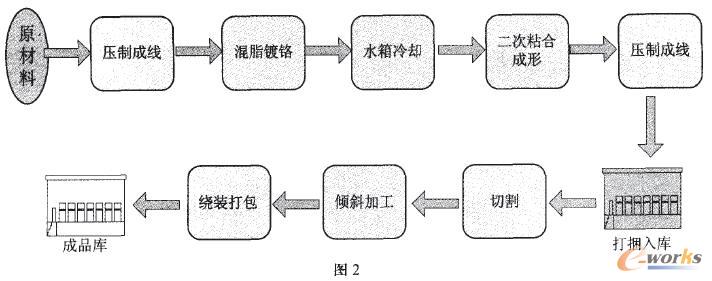
原先的生产流程是由球状颗粒的原材料加人产品所需的颜色,经过滚筒加热,通过不同尺寸和形状的模具压制成线,然后与聚醋薄膜混合,以获得镀铬的金属表面,经滚筒而连在一起;再将其经过一个大水箱以冷却到室温,然后吹干后加人砧合剂进行二次成形,再将其按照500米长短打捆入中转库,以待进一步加工。然后将其在切割机上加工成产品所应有的尺寸,接着在倾斜台上加工成V形或是进一步圆整,然后经过缠绕打包进入成品库。整个生产流程以中转库为界分为零部分,前一部分由一名操作工人完成,后一部分每个工序都由一包装工人完成。企业每周连续生产四天,共有六条生产线,一周可生产50万米的产品。
运用约束理论进行流程改进的第一步是发现约束,而企业组织生产的目标是有效产出、低的库存和生产费用。经过对三方面的考察,我们发现制约企业发展的最大约束和问题是较低的订单完成率,现在在一周之内只能完成50%的订单,而这也使得企业正进一步失去市场。接着我们按照约束理论的要求来寻找订单完成率低的原因,显然是因为较长的生产周期。现在的生产流程实际上分成了两部分,中转库之前一部分的平均生产率是每分钟42米,因为产品的不同其生产率在每分钟6.50米之间变动。而中转库之后的一部分受倾斜加工工序的限制其生产效率是21米每分钟。为了平衡生产率的不同所以设置了一个中转库,而从原材料到完成品现在需要一周以上。而实际上分别计算两个部分的加工时间,都不足二分钟。然而由于生产计划的安排,中转库的设置,大大延误了生产周期。按照约束理论原则的第八条,我们应该充分发挥瓶颈资源的效率,而按照瓶颈资源的鼓点来安排非瓶颈资源的生产。如果我们不计瓶颈资源而充分利用非瓶颈资源,反而会造成大量的在制品库存。显然目前的将生产线分成两部分的组织方式恰恰违反了约束理论的生产原则。将其两部分连接成一个连续的加工过程,不仅可以减少WIP (Work in Process)库存,更重要的可以大大缩短生产周期。虽然现在生产线的最高生产率被限制在21米/分钟,但是考虑到现有生产能力的剩余,这也是可行的。在将生产线按照下图改造之后,我们将生产周期缩短到了3-4分钟,现在可以在接到客户定单后安排生产,实现了按照订单生产,很好的满足客户提高订单完成率的要求,进而进一步提高市场份额。而且,为了更好的缩短整个产品的交付周期,还对成品库的布置进行了改革;经过ABC分析,按照产品的交易量和交付期的远近重新安排了其在仓库中的位置,不仅减少仓库管理人员的工作量,而且缩短了仓库的操作时间。
然而,在进行流程改造之后,新的问题又出现了。产品的废品率从原来的4%提高到现在的6%,甚而有时能达到8%。而废品的出现主要来自三个方面,一是每次当生产线重新启动时,由于机器需要时间才能运装正常,这样就会产生75一250米的废品,所以才会安排四天连续运转,尽量减少正常启动次数;另一方面由于机器故障造成的非正常停机,考虑到加工工艺所要求的温度,这也使得中间的在制品变成废品;第三个是在产品改变颜色之后会造成一部分废品的出现。然而废品率的大幅提高是在进行流程改造之后,说明生产流程的改造引起了新的问题。经过进一步分析,经过流程改造后,两个原因造成了废品的出现。一是因为生产流程连续以后,使得任一环节的故障都会使得被迫停机,从而出现废品;另一个是因为原先有个中转库,使得前一部分的生产按照库存生产,而现在当按照订单生产增加了加工品种改变的次数,也增多了废品。显然,现在制约企业生产的约束已变为废品率的提高,需要按照约束理论的指导进行新一轮的分析与改革,经过分析,甲公司又采取了进一步的措施,降低了废品率。这也证明了约束理论和BPI思想所要求的持续改进的观点!
4 结论
以上介绍了约束理论和BPI思想在实际的生产流程再造中的应用。约束理论作为一门成熟的管理学思想,得到了越来越广泛的应用。而对于生产流程改造,其目的本身就是为了找出整个流程中的瓶颈资源,以实现对其的改善,而恰恰是这个瓶颈约束整个流程性能,可见约束理论在生产流程改造中大有用武之地!但是,在应用时,要深刻理解其是一个循环往复的过程,只有始终坚持对流程的不断完善,即持续运用BPI的思想,才可以达到满意的效果,才可以大幅提高生产效率,获取持续的竞争优势!
(本文不涉密)
责任编辑:
特别推荐





 |
站点信息
- 运营主体:中国信息化周报
- 商务合作:赵瑞华 010-88559646
- 微信公众号:扫描二维码,关注我们
